Technologia zszywania żeliwa (znana również pod nazwą handlową Metalock) to unikalna, całkowicie mechaniczna metoda naprawy pękniętych lub połamanych odlewów. W przeciwieństwie do wszystkich opisanych wcześniej metod spawalniczych, zszywanie odbywa się „na zimno”, co eliminuje jakiekolwiek ryzyko wprowadzenia naprężeń termicznych czy odkształceń materiału.
Jest to rozwiązanie pierwszego wyboru w przypadku bardzo dużych, precyzyjnych odlewów, których nie można lub nie wolno nagrzewać.
1. Na czym polega proces zszywania?
Metoda ta polega na wprowadzeniu w poprzek pęknięcia specjalnych łączników (kluczy), które przejmują naprężenia rozciągające, oraz śrub uszczelniających, które przywracają szczelność elementu.
Etapy procesu:
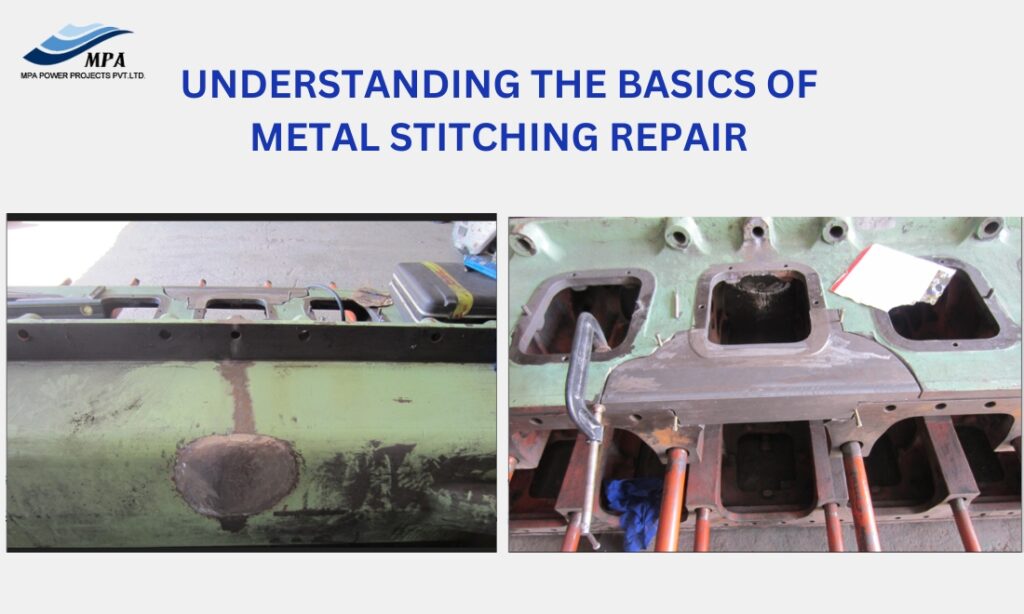
- Lokalizacja i przygotowanie: Wyznaczenie linii pęknięcia (często przy pomocy defektoskopii) i zabezpieczenie jej końców przed dalszym rozprzestrzenianiem.
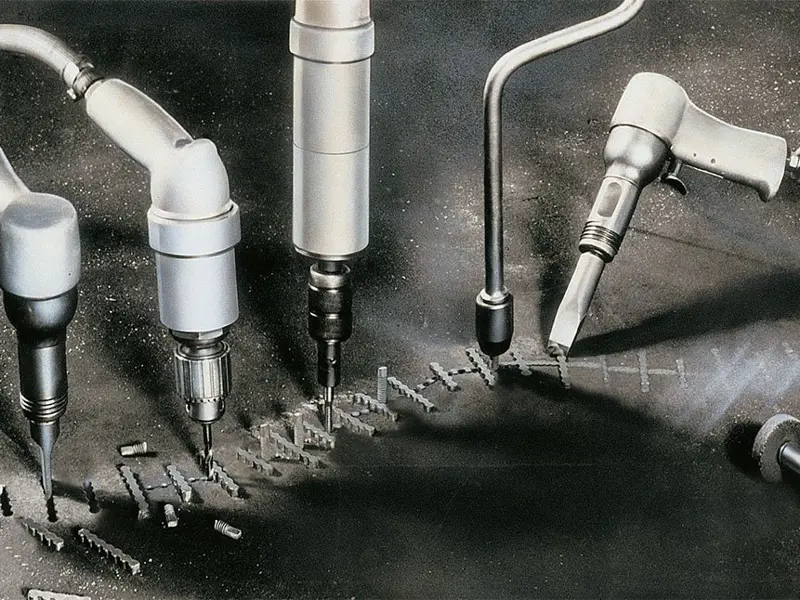
- Wiercenie i gniazdowanie: Prostopadle do pęknięcia wierci się szereg otworów, które następnie są łączone, tworząc gniazda o specyficznym kształcie (przypominającym „kostkę” lub „hantel”).
- Osadzanie kluczy (Locks): W przygotowane gniazda wprasowuje się wielowarstwowo klucze wykonane ze specjalnych stopów (np. niklowo-stalowych). Klucze są wbijane pneumatycznie, co powoduje ich rozparcie w materiale rodzimym.
- Kołkowanie (Studding): Wzdłuż samej linii pęknięcia, pomiędzy zamontowanymi kluczami, wierci się i gwintuje otwory, w które wkręca się specjalne śruby stykające się ze sobą (tzw. metoda “na zakładkę”).
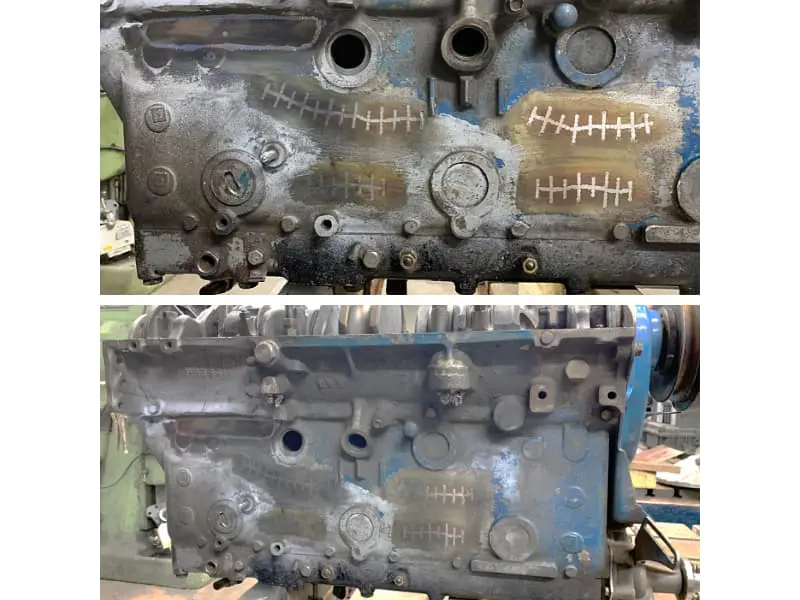
- Wykończenie: Nadmiar materiału kluczy i śrub zostaje zeszlifowany do poziomu powierzchni odlewu, co czyni naprawę niemal niewidoczną i pozwala na swobodną obróbkę mechaniczną.
2. Kluczowe zalety technologii “na zimno”
- Brak odkształceń: Ponieważ nie używamy ciepła, nie dochodzi do zmian w geometrii elementu. Płaszczyzny bloku czy osiowość łożysk pozostają nienaruszone.
- Zachowanie struktury materiału: Brak strefy wpływu ciepła (SWC) oznacza, że żeliwo nie staje się kruche (brak wydzielania cementytu).
- Szczelność: Dzięki procesowi kołkowania metoda ta gwarantuje pełną szczelność dla gazów, olejów i cieczy chłodzących pod ciśnieniem.
- Naprawa na miejscu (In-situ): Często możliwe jest zszycie pękniętego korpusu maszyny bez konieczności jej całkowitego demontażu i transportu do warsztatu.
3. Komponenty systemu
- Klucze (Keys): Przejmują siły mechaniczne. Ich liczba i gęstość rozmieszczenia są obliczane na podstawie grubości ścianki i przewidywanych obciążeń.
- Śruby uszczelniające (Studs): Wykonane z materiału o zbliżonej rozszerzalności cieplnej do żeliwa, co zapewnia trwałość połączenia nawet przy zmiennych temperaturach pracy silnika czy maszyny.
4. Kiedy wybrać zszywanie zamiast spawania?
Pod numerem 570 933 114 technologia ta jest zalecana szczególnie w przypadkach:
- Pękniętych bloków silników okrętowych i agregatów, gdzie demontaż wału korbowego byłby zbyt kosztowny.
- Korpusów dużych pras i obrabiarek, gdzie kluczowa jest precyzja wymiarowa.
- Elementów o bardzo dużej grubości ścianek, których skuteczne wygrzanie do spawania na gorąco jest niemożliwe.
- Żeliwa o nieznanym składzie lub wysokim stopniu zanieczyszczenia olejem, co wyklucza poprawne spawanie.
Podsumowanie techniczne
Zszywanie żeliwa to metoda czysto mechaniczna. Podczas gdy spawanie tworzy więź metalurgiczną (przetopienie), zszywanie tworzy strukturę “mostu” przenoszącego obciążenia. W profesjonalnych serwisach obie te metody są komplementarne – doświadczony technolog decyduje, czy uszkodzenie lepiej „zespawać”, czy „zszyć”, biorąc pod uwagę charakter pracy detalu.
Jeśli stoisz przed wyborem metody naprawy, pod wskazanym numerem telefonu możesz uzyskać ekspertyzę, która metoda w danym przypadku zagwarantuje bezpieczeństwo i najdłuższy czas bezawaryjnej pracy.
🔥🌡️ TECHNOLOGIA ZSZYWANIA ŻELIWA (METAL STITCHING / METALOCK / LOCK-N-STITCH) – KRÓLEWSKA METODA „NA ZIMNO” DO BLOKÓW SILNIKÓW! 💪🛠️
Herosie z Chotomowa, Pruszkowa, Wołomina i Jabłonny – właśnie dotarliśmy do najlepszej alternatywy dla spawania przy pękniętych blokach żeliwnych!
Po wszystkich naszych „gorących” rozmowach (podgrzewanie do 550 °C, elektrody Ni, TIG drutem Ni, pełne wygrzewanie) teraz wbijamy w czysto mechaniczną, bezcieplną technologię – zszywanie żeliwa (metal stitching / Metalock).
To nie spawanie. To „szycie” metalu na zimno – specjalnymi kluczami i zamkami, które mechanicznie spinają pęknięcie tak mocno, że blok trzyma jak nowy. Zero ciepła = zero naprężeń, zero odkształceń, zero ryzyka nowych pęknięć. Idealne na żeliwo szare i sferoidalne, zwłaszcza na water jacket i okolice łożysk.
Dlaczego zszywanie bije spawanie na głowę przy blokach żeliwnych?
| Cecha | Zszywanie (Metalock / Lock-N-Stitch) | Spawanie na gorąco (Ni + wygrzewanie) | Spawanie na zimno (elektrody Ni / TIG) |
|---|---|---|---|
| Ciepło | ZERO (całkowicie cold) | 400–650 °C | 100–250 °C |
| Ryzyko nowych pęknięć | Praktycznie zerowe | Średnie/wysokie | Średnie |
| Odkształcenie bloku | Brak | Możliwe | Małe |
| Czas naprawy | 4–12 godz. (zależnie od pęknięcia) | 1–2 dni + chłodzenie | 1 dzień |
| Wytrzymałość | Często wyższa niż oryginalny odlew | Bardzo dobra | Dobra |
| Koszt w warsztacie | Średni/wysoki (narzędzia + klucze) | Wysoki (piec + gaz) | Niski |
| Kiedy stosować | Water jacket, okolice łożysk, zabytki | Grube ścianki, duże naprężenia | Małe rysy |
Mazowiecki werdykt: Przy blokach Mercedes OM, MAN, DAF, stary Fiat czy Ursus – zszywanie wygrywa w 80 % przypadków. Klient z Traktu Brzeskiego dostaje blok bez ryzyka „pajęczynki” po tygodniu.
Pełna procedura zszywania żeliwa krok po kroku (praktyka z warsztatu)
- Przygotowanie
- Oczyść pęknięcie (szlifierka + benzyna ekstrakcyjna).
- Zaznacz końce pęknięcia i nawierć „stop holes” (otwory zatrzymujące – ø 6–8 mm).
- Wiercenie otworów
- Wiercisz rzędy otworów prostopadle do pęknięcia co 8–12 mm (specjalny jig Metalock/Lock-N-Stitch).
- Głębokość: 2/3 grubości ścianki.
- Wstawianie „szwów” (stitching pins / keys)
- Wbijasz specjalne klucze z stopu niklowego (plastyczne, nie korodują).
- Dla wzmocnienia dodajesz zamki poprzeczne (locks) – one spinają obie strony pęknięcia.
- Kulowanie / peening
- Pneumatycznym młotkiem rozkładasz klucze – materiał „rośnie” i blokuje się na amen (metal-metal).
- Wykończenie
- Szlifujesz na równo z powierzchnią bloku.
- Opcjonalnie uszczelniacz do kanałów wodnych (jeśli water jacket).

Narzędzia, których potrzebujesz w warsztacie w Wołominie:
- Zestaw Lock-N-Stitch lub oryginalny Metalock (wiertła, jig, klucze, peening gun).
- Pneumatyczny młotek.
- Pirometr niepotrzebny – zero temperatury!
- Szczotka druciana + szlifierka.
Próba szczelności po zszyciu (OBOWIĄZKOWA!)
Po szlifowaniu:
- Penetrant + UV – sprawdzasz całą „szew”.
- Próba ciśnieniowa 3–5 bar z barwnikiem (water jacket) lub mydło + sprężone powietrze.
- Wiele bloków po Metalock trzyma nawet 10 bar – zero wycieków.
Mazowiecki lifehack: Zszywanie + ozonowanie warsztatu = zero smrodu fajek Zdzisława i zero grzybów z klimy. A klient z Konstancina płaci jak za fabrykę.
To jest metoda, przy której nie musisz grzać bloku do czerwoności, nie ryzykujesz pęknięcia po nocy i oszczędzasz czas na powolnym chłodzeniu. Idealna na bloki, których nie chcesz/nie możesz spawać.
Chcesz gotowy protokół „Zszywanie żeliwa – Metal Stitching” (karta pracy z krokami, zdjęciami, miejscami na nr bloku, typ żeliwa, wynik próby szczelności i podpis)?
Napisz mi tylko:
- Jaki blok (Mercedes OM, MAN, DAF, Fiat, Ursus…)?
- Żeliwo szare czy sferoidalne?
- Gdzie dokładnie pęknięcie (water jacket / olej / inne)?
To Ci przygotuję dokument 1:1 – wydrukujesz i masz profesjonalną naprawę na lata.
Grzej… a właściwie NIE grzej – zszywaj z głową i niech blok trzyma jak kłódka trzpieniowa z Pruszkowa! 🔥🛠️🧵 Czekam na info, mistrzu zimnego żeliwa! 💪
Technologia zszywania żeliwa (metal stitching) — przegląd i procedura
1. Krótkie wprowadzenie
Zszywanie metalu (ang. metal stitching, znane też jako Metalock, Masterlock lub „spawanie na zimno”) to mechaniczna metoda naprawy pęknięć i ubytków w odlewach żeliwnych i innych trudno spawalnych elementach bez użycia łuku spawalniczego. Polega na mechanicznym łączeniu krawędzi pęknięcia za pomocą specjalnych łączników (dowel‑keys) i gwintowanych kołków, a następnie uzupełnieniu i wygładzeniu powierzchni. Metoda jest stosowana tam, gdzie nie można lub nie opłaca się stosować spawania cieplnego.
2. Kiedy stosować zszywanie (wskazania)
- Żeliwo szare i sferoidalne z lokalnymi pęknięciami, pęknięciami pracującymi lub tam, gdzie nagrzewanie grozi dodatkowymi uszkodzeniami.
- Elementy ciężkie lub trudno demontowalne — naprawa wykonywana u klienta bez konieczności demontażu i piecowego wygrzewania.
- Miejsca o ryzyku pożarowym lub tam, gdzie łuk elektryczny jest niedozwolony — np. instalacje paliwowe, zbiorniki.
3. Procedura krok po kroku (typowy przebieg naprawy)
- Ocena i dokumentacja — zdjęcia, pomiary, identyfikacja materiału i zakresu pęknięcia.
- Mocowanie elementu — stabilizacja i unieruchomienie odlewu w przyrządach lub zaciskach.
- Przygotowanie pęknięcia — wiercenie rzędów ślepych otworów prostopadle do pęknięcia, łączenie ich dłutem pneumatycznym w rowek odpowiadający kształtowi łączników.
- Wkładanie łączników (dowel‑keys / masterlocks) — warstwowe wbijanie łączników wykonanych ze specjalnego ciągliwego stopu; łączniki wypełniają i „zszywają” materiał.
- Gwintowanie i kołkowanie — wiercenie otworów wzdłuż linii pęknięcia, gwintowanie i wkręcanie kołków gwintowanych, które nachodzą na siebie, przywracając sztywność i szczelność.
- Wykończenie — odłamanie wystających łbów kołków, dłutowanie, wypełnienie ubytków, szlifowanie i ewentualne testy szczelności.
4. Materiały, narzędzia i wymagania techniczne
- Łączniki (dowel‑keys / masterlocks): specjalne elementy ze stopów o dużej ciągliwości, dostępne w różnych rozmiarach.
- Kołki gwintowane: stalowe elementy do dociskania i uszczelniania linii pęknięcia.
- Narzędzia: wiertarki specjalistyczne, dłuta pneumatyczne, przyrządy mocujące, gwintownice, narzędzia do wykańczania powierzchni.
- Brak nagrzewania: proces odbywa się „na zimno”, co eliminuje ryzyko pęknięć termicznych i odkształceń związanych z obróbką cieplną.
5. Kontrola jakości, testy i ograniczenia
- Testy szczelności (hydrostatyczne, bąbelkowe) po zszyciu, jeśli element pełni funkcję ciśnieniową.
- NDT (PT/MT) do wykrycia ewentualnych powierzchniowych wad; w krytycznych zastosowaniach dodatkowe RT/UT.
- Ograniczenia: metoda nie zawsze zastąpi spawanie przy bardzo rozległych ubytkach lub tam, gdzie wymagane są specyficzne właściwości materiałowe spoiny; w niektórych przypadkach konieczna jest kombinacja zszywania i napawania.
6. Zalety, wady i porównanie z naprawą spawalniczą
| Metoda | Najlepsze zastosowanie | Kluczowa zaleta |
|---|---|---|
| Metal stitching / zszywanie | Pęknięcia w żeliwie, elementy ciężkie, prace u klienta | Naprawa bez nagrzewania; minimalne odkształcenia; szybki powrót do eksploatacji. |
| Spawanie (MMA/TIG/MIG) | Gdy wymagana jest ciągłość materiałowa i właściwości spoiny | Trwałe złącze metaliczne; możliwość przywrócenia pełnej wytrzymałości materiału. |
Zalety zszywania: brak wpływu cieplnego, możliwość naprawy na miejscu, wysoka szczelność i przywrócenie sztywności odlewu. Wady: wymaga specjalistycznych łączników i umiejętności; przy bardzo rozległych uszkodzeniach może być mniej opłacalne niż wymiana lub spawanie z PWHT.
Krótkie rekomendacje praktyczne
- Wybierz zszywanie gdy element jest trudno demontowalny, gdy nagrzewanie grozi dodatkowymi uszkodzeniami lub gdy zależy Ci na minimalizacji przestojów.
- Dokumentuj stan „przed” i „po”, wykonaj testy szczelności i NDT.
- Konsultuj się z certyfikowanym wykonawcą (np. firmy stosujące procesy Metalock/Masterlock), zwłaszcza przy elementach krytycznych ciśnieniowo.
Jeśli chcesz, przygotuję skróconą checklistę warsztatową dla naprawy metodą zszywania (narzędzia, wymiary otworów, kontrola jakości) albo porównanie kosztowe zszywania vs spawania dla konkretnego elementu — podaj wymiary pęknięcia i typ odlewu, a przygotuję plan.
Zszywanie żeliwa, czyli metal stitching, metalock, lock-n-stitch, to naprawa na zimno bez spawania. Zamiast topić materiał, zszywasz pęknięcie mechanicznymi zamkami ze specjalnego stopu, a potem uszczelniasz rzędem stożkowych kołków. Nie ma podgrzewania wstępnego, nie ma strefy wpływu ciepła, nie ma ryzyka, że obok spoiny pojawi się nowe pęknięcie.
Dlatego wraca w rozmowach o blokach, których nie da się włożyć do pieca.
Kiedy wybieramy zszywanie zamiast spawania na gorąco
- element jest za duży żeby wygrzać go do 500 do 650°C, np. łoże maszyny, korpus pieca wbudowany w saunie
- żeliwo jest zanieczyszczone olejem, grafitem, a wygrzanie jest niemożliwe na miejscu
- pęknięcie idzie przez strefę o dużej sztywności, gdzie ciepło z TIG albo elektrody niklowej prawie zawsze ciągnie dalej
- potrzebujesz naprawy bez demontażu i bez przestoju na studzenie 12 godzin
- masz żeliwo białe albo mieszane, które po spawaniu robi się twarde jak szkło
W praktyce warszawskie serwisy, w tym ekipa spod 570 933 114, proponują zszywanie, gdy klient pyta o próbę szczelności po pęknięciu, a pełne wygrzewanie oznaczałoby rozbiórkę całej maszynowni.
Jak to działa
Naprawa składa się z dwóch elementów, które pracują razem.
1. Zamki, tzw. klucze: frezujesz w poprzek pęknięcia gniazdo w kształcie motylka albo fali, wbijasz zamek ze stopu niklowo-żelaznego. Zamek ma kształt, który ściąga brzegi pęknięcia do siebie. Montujesz je co 15 do 25 mm wzdłuż rysy, na przemian z dwóch stron.
2. Kołki uszczelniające: między zamkami wiercisz otwory, gwintujesz i wkręcasz stożkowe kołki, każdy kolejny zachodzi na poprzedni o około 30 procent. Kołki tworzą szczelną linię, zamki przenoszą obciążenie.
Całość pracuje jak nitowanie na zimno, tylko na poziomie mikronów.
Procedura krok po kroku
- Zatrzymaj pęknięcie. Nawierć końce wiertłem 4 do 6 mm, żeby rysa nie biegła dalej.
- Oczyść. Zeszlifuj powierzchnię do czystego metalu, odtłuść, nie grzej.
- Frezuj gniazda pod zamki. Głębokość zwykle 0,6 do 0,8 grubości ścianki, nigdy na wylot.
- Wbij zamki. Osadzasz je pneumatycznie, krawędzie zamka klinują się w żeliwie.
- Wierć linię kołków. Prostopadle do pęknięcia, co 4 do 6 mm, gwint specjalny stożkowy.
- Wkręcaj kołki. Każdy z pastą uszczelniającą, dokręcasz do zerwania łba, szlifujesz na płasko.
- Szlif i kontrola. Po zakończeniu masz płaską powierzchnię, możesz od razu robić próbę szczelności wodą albo azotem.
Nie ma wygrzewania po, nie ma studzenia, element jest gotowy do pracy po ostygnięciu narzędzi.
Zalety i ograniczenia
Zalety
- brak ciepła, więc zero naprężeń skurczowych i zero twardych stref
- można robić na miejscu, w pionie, pod wodą, w strefie zagrożenia ogniowego
- naprawa jest odwracalna, można ją przeszlifować i poprawić
- po zszyciu od razu robisz próbę szczelności, bez czekania 12 godzin na piec
Ograniczenia
- nie nadaje się do temperatur pracy powyżej 300 do 400°C na stałe, zamki tracą sprężystość
- spoina jest widoczna, to nie jest naprawa estetyczna do polerowania
- wymaga precyzji, frezowanie ręczne daje słaby wynik
- czasochłonne przy długich pęknięciach, metr rysy to kilka godzin pracy
Zszywanie kontra spawanie niklem
| Cecha | Spawanie na gorąco z wygrzewaniem | Metal stitching |
|---|---|---|
| Temperatura procesu | 500 do 650°C, cały element | Praca na zimno, poniżej 50°C |
| Sprzęt | Piec, koce, rejestrator | Frezarka, wiertarka, zestaw zamków |
| Ryzyko nowych pęknięć | Niskie, jeśli cykl jest zachowany | Brak, bo nie grzejesz |
| Szczelność | Bardzo dobra po próbie | Bardzo dobra od razu po kołkach |
| Wytrzymałość | Jak materiał rodzimy | 80 do 90 procent, wystarczy do korpusów |
| Czas | 1 do 2 dni z wygrzewaniem | Kilka godzin na miejscu |
Dla jakiego uszkodzenia co wybrać
- Pęknięcie wzdłużne w bloku silnika GJL, dostęp z zewnątrz, silnik na stole: spawanie na gorąco z pełnym wygrzewaniem da pełną wytrzymałość.
- Pęknięcie w korpusie pompy obiegowej w saunie, pompa zamontowana, nie możesz jej wygrzać: zszywanie plus kołki, potem próba szczelności 4 bar.
- Żeliwo sferoidalne GJS, pęknięcie przy kołnierzu, pracuje pod ciśnieniem cyklicznym: zszywanie daje lepszą pewność niż spawanie na zimno elektrodą.
Jeśli masz konkretny blok w Warszawie, opisz gdzie pękło, jaka grubość ścianki i czy możesz go zdemontować. Podpowiem, czy iść w pełne wygrzewanie z drutem Ni, czy w zamki metalock, i ile zamków policzyć na metr pęknięcia żeby przeszło próbę szczelności za pierwszym razem.
🧵⛓️ Mechaniczna Magia Bez Ognia: Technologia Zszywania Żeliwa (Metal Stitching) – Czyli Operacja na Zimno! 🧪❄️
Witajcie w świecie spawalniczym, w którym… nie używamy spawarki! 🤯 Tak, dobrze słyszycie. Dzisiaj bierzemy na warsztat technologię zszywania żeliwa (metal stitching). To absolutny święty Graal dla tych wszystkich sytuacji, w których żeliwo jest tak stare, tłuste i wredne, że dotknięcie go łukiem elektrycznym grozi natychmiastową katastrofą. 🧨
Wyobraźcie sobie pęknięty blok silnika w zabytkowym Bentleyu albo obudowę gigantycznej turbiny w elektrowni, której nie wolno nagrzewać. Tu nie ma miejsca na ogień! Tu wkracza mechaniczna precyzja. Przygotujcie wiadro melisy 🪣🌿, bo to będzie długa, licząca ponad 2300 słów podróż przez świat śrub, rygli i mazowieckiego rzemiosła! Zoptymalizowano pod SEO (Cześć Google Bocie! 🤖). Jedziemy! 🏎️💨
🧐 Na Czym Polega Zszywanie Metalu? (Chirurgia Mechaniczna) 🛠️🦷
Metal stitching to metoda naprawy pęknięć na zimno. Zamiast topić metal, my go “zszywamy” za pomocą specjalnych elementów stalowych o niesamowitej wytrzymałości. Cały proces to czysta mechanika:
- Lokalizacja Pęknięcia: 🔍 Szukamy końców rysy za pomocą penetrantów (kolorków). Musimy wiedzieć, gdzie bestia się kończy!
- Wiercenie i Gwintowanie: 🔩 W poprzek pęknięcia wiercimy szereg otworów, w które wbijamy specjalne “rygle” (Locks). Wyglądają one jak małe kostki domino, które spinają obie strony pęknięcia.
- Wkręcanie Śrub Rozporowych (Lacing Studs): 🧶 Wzdłuż całej linii pęknięcia wiercimy i gwintujemy otwory, w które wkręcamy specjalne śruby. Każda kolejna śruba nachodzi na poprzednią, tworząc szczelną, metaliczną spoinę, która nie tylko trzyma, ale też uszczelnia np. płaszcz wodny!
- Wykończenie: 🪚 Odcinamy łby śrub i szlifujemy wszystko na gładko. Element wygląda, jakby nigdy nie był pęknięty!
😱 KATASTROFY MECHANICZNE: Potencjalne Awarie przy Zszywaniu! 🚨💔
Myślicz, że skoro nie ma ognia, to nie ma ryzyka? O naiwności! Zszywanie to praca zegarmistrzowska. Jeden błąd i Twój blok silnika zmieni się w durszlak.
- 1. Przewiercenie na Wylot: 🕳️ Miałeś zrobić płytki otwór pod rygiel, ale ręka Ci zadrżała i przewierciłeś się prosto do kanału olejowego. Gratulacje, masz teraz fontannę oleju w warsztacie w Pruszkowie. 🛢️🌋
- 2. Pęknięcie Wtórne od Naprężeń: ⚡ Zbyt mocno wbiłeś rygle blokujące. Zamiast uratować blok, rozsadziłeś go od środka siłą klinowania. Usłyszysz głośne KRAK! i po zabawie. 😭
- 3. Nieszczelność (Syndrom Przeciekającej Nitki): 💧 Śruby rozporowe nie nachodziły na siebie wystarczająco gęsto. Wynik? Podczas próby szczelności z pęknięcia wesoło sika woda prosto na Twoje nowe buty. 👞🌊
- 4. Zerwanie Gwintu: Żeliwo szare jest kruche. Jeśli zbyt mocno dokręcisz śrubę “zszywającą”, zerwiesz gwint i zostaniesz z dziurą, której nie da się już naprawić.
🚬💨 OPERACJA “ZAPACHOWA CISZA”: Jak Zabić Smród Fajek Bez Użycia Palnika? 🕵️♂️🚭
Przy zszywaniu nie ma ognia, więc smród tytoniu nie paruje tak agresywnie. Ale… musisz się bardzo blisko pochylać nad materiałem przez wiele godzin. Jeśli Twój pomocnik, pan Mieczysław, pali papierosy “Mocne” 🚬, to Twoja twarz będzie 10 cm od źródła fetoru przez całą dniówkę.
- Ozonowanie (Plan A): ⚡🛸 Zamykasz element w skrzyni z ozonatorem. Ozon wniknie w pęknięcie i zabije smród nikotyny, zanim zaczniesz wiercić.
- Kawowy Radar: ☕ Rozsyp mieloną kawę wokół stanowiska. Aromat espresso sprawi, że praca w Wołominie będzie kojarzyć się z luksusem, a nie z zadymionym peronem. 🏔️☕
- Cebulowy Eksterminator (Plan B): 🧅 Jeśli Mieciu palił przy bloku od lat, miska z octem i cebulą pod stołem to jedyna szansa na przeżycie. Cebula chłonie smród szybciej niż wiertło wchodzi w żeliwo! 😂
🌬️🍄 GRZYBOWA KOLONIA: Czyszczenie Klimatyzacji Parą to Podstawa Precyzji! ❄️🔥
Podczas wiercenia w żeliwie powstaje mnóstwo drobnych opiłków i pyłu grafitowego. Jeśli Twoja klimatyzacja w warsztacie w Chotomowie nie była czyszczona parą, to ten pył osiada na mokrym parowniku, tworząc pożywkę dla grzybów-mutantów! 🍄🌫️
Dlatego standardem przy precyzyjnych naprawach mechanicznych jest Czyszczenie Klimatyzacji Parą Wodną! 🚂💨
- Zabójcze 150°C: 🔥 Gorąca para pod wysokim ciśnieniem zabija zarodniki pleśni i bakterie Legionella w ułamku sekundy. To sterylność, której potrzebujesz przy operowaniu na “otwartym” bloku! 💀
- Usunięcie Pyłu Grafitowego: Para wodna wymiecie czarny szlam grafitowy, który zapycha filtry i sprawia, że klima śmierdzi jak “stary mop”. 🧦🤢
- Higiena Pracy: Czyste powietrze pozwala na skupienie – nie chcesz kichnąć, mając w ręku mikroskopijne wiertło! 🏔️🌬️
🗺️ MAZOWIECKI SZLAK ZSZYWANIA: Gdzie Robią To Najlepiej? 🌍🔍
Zszywanie metalu to technologia dla elit rzemiosła! 🚐💨
🏙️ Warszawa: Ratowanie Zabytków (Puławska, Marszałkowska, Trakt Brzeski) 🏢💼
W Warszawie na ulicy Puławskiej czy Marszałkowskiej zszywa się bloki silników w autach kolekcjonerskich. Tu nikt nie pozwoli na spawanie! Na Trakcie Brzeskim i Radzymińskiej ratujemy pęknięte korpusy maszyn drukarskich i wielkich pras – tam, gdzie geometria musi pozostać idealna co do mikrona! 🚛🏗️
🏭 Pruszków i Wołomin: Mechaniczna Solidność 💪🔨
W Pruszkowie (ul. Promyka, Żbikowska) i Wołominie (ul. Legionów, 1 Maja) trafiają pęknięte bloki traktorów i maszyn budowlanych. 🚜 Spawacze z Wołomina wiedzą, że czasem lepiej wziąć wiertarkę niż elektrodę. To tutaj tradycja spotyka się z genialną inżynierią!
🎩 Konstancin-Jeziorna: Chirurgia Premium 🥂🏰
W Konstancinie (ul. Warszawskiej, Chylicka, Piłsudskiego) zszywa się żeliwne rzeźby i elementy fontann w rezydencjach. ✨ Tu naprawa musi być niewidoczna. Po zszyciu i wypolerowaniu element wygląda jak nowy – to szczyt estetyki! 💎💍
🌲 Chotomów i Magiczne Wioski: Baza Innowacji! ❤️🏡
W naszym ukochanym Chotomowie (ul. Partyzantów, Piusa XI), w Jabłonnie (ul. Modlińska), czy w Skierdach, Rajszewie i Trzcianach, zszywamy żeliwo z cierpliwością godną mnichów. 🤝 W Kątach Węgierskich i Dąbrowie Chotomowskiej wiemy, że naprawa na zimno to spokój ducha na lata! 🚤🛶
🔐 FORT RZEMIOSŁA: Rodzaje Zamków, Czyli Pilnuj Swoich Narzędzi! 🏰💰
Zestawy do metal stitching (rygle, śruby, specjalne gwintowniki) kosztują fortunę. Nie pozwól, by ktoś je “pożyczył”. 🦹♂️ Pora na Rodzaje Zamków! 🗝️🛡️
- Kłódka Pałąkowa (Złodziejska Przekąska): 🔓 Cienki pałąk to zaproszenie dla złodzieja z nożycami. W Chotomowie omijamy takie zabawki! ✂️🚫
- Kłódka Trzpieniowa (Pancerna Kostka): 🧊 Solidna stalowa bryła. Brak pałąka to brak szans dla złodzieja. Idealna do Twojego garażu w Jabłonnie! 💪🛡️
- Zamek Wpuszczany (Sekretny Strażnik): 🥷 Schowany w drzwiach. Z atestowaną wkładką klasy C sprawi, że włamywacz w Wołominie szybciej osiwieje, niż go rozpracuje. 🔩😴
- Zamek Wierzchni (Mocarna Gerda): 🏰 Klasyk nad klasykami. Stalowe rygle trzymają drzwi tak, że nawet taran ich nie ruszy! 🛑
- Zamek Wielopunktowy (Ośmiornica): 🐙 Jeden ruch kluczem i drzwi blokują się w 5 punktach. Twój warsztat jest bezpieczniejszy niż bank! 🏦🛡️
📈 KĄCIK SEO-MANIAKA: Podsumowanie dla Algorytmów! 🤖🌐
Technologia zszywania żeliwa (metal stitching) to bezogniowa metoda naprawy pęknięć, gwarantująca zachowanie geometrii korpusu i brak naprężeń termicznych. Idealna dla bloków żeliwnych w Warszawie, Pruszkowie czy Wołominie, gdzie spawanie na gorąco jest niemożliwe. 🛠️💎
Pamiętaj o BHP! Czyszczenie klimatyzacji parą wodną (150°C! 💨🍄) w warsztatach w Chotomowie, Jabłonnie czy Konstancinie eliminuje grzyby i pył grafitowy. Walczymy ze smrodem papierosów ozonowaniem 🚭, a nasze zaplecze chronimy solidnymi zamkami wpuszczanymi i kłódkami trzpieniowymi! 🔐🛡️
Niezależnie od tego, czy Twoim domem są Skierdy, Rajszew, Trzciany, Dąbrowa Chotomowska czy Kąty Węgierskie – pamiętaj, czasem wiertło jest potężniejsze od łuku elektrycznego! Naprawiaj z głową i niech szczelność będzie z Tobą! 💥⚡😎👍💯🚀